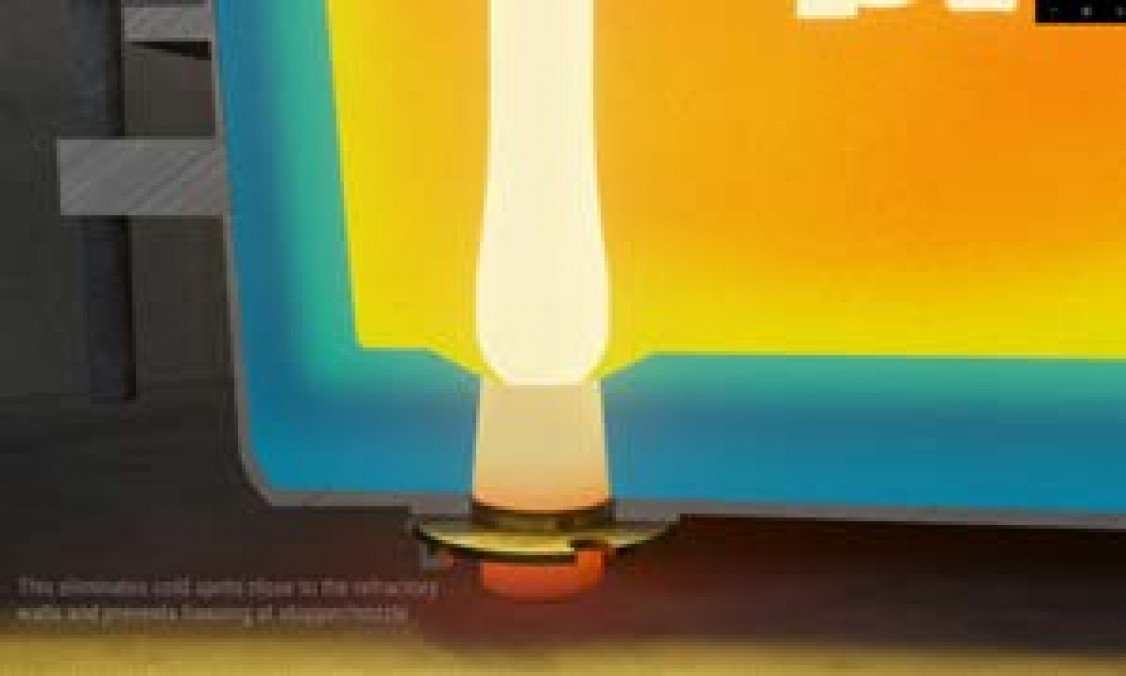
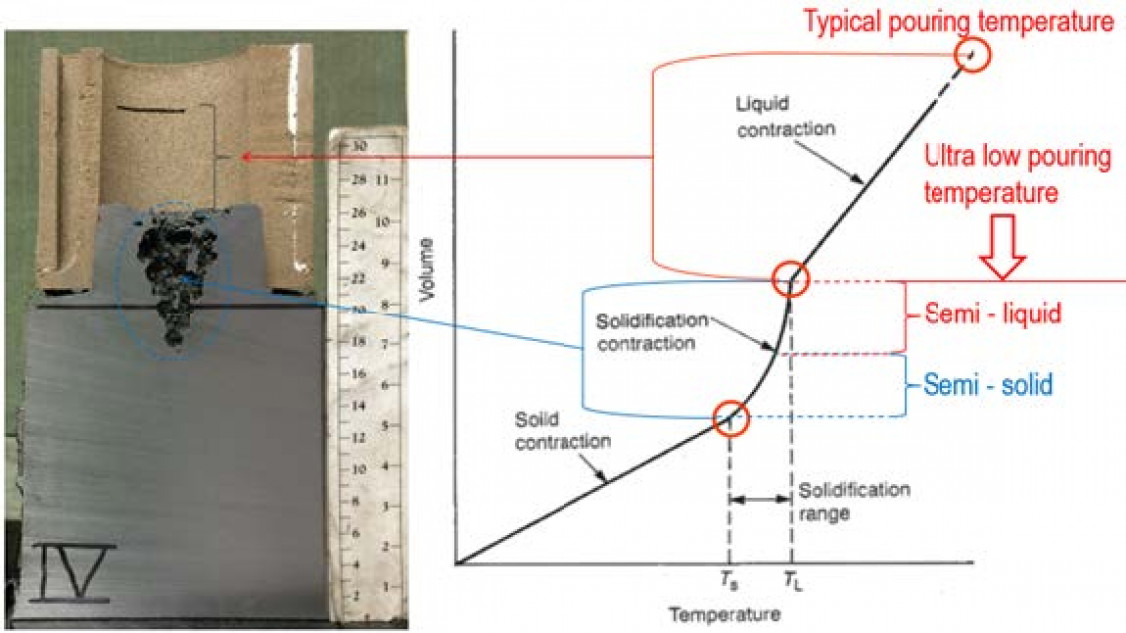
Operation of the ROTOCLENE process even under the liquidus temperature has been tried for other castings. The challenge is to measure metal temperature when it drops under 1500°C. Thermo probes for steel suffer from slag freezing on the metallic cup protecting the thermocouple and mostly does not record the temperature. Metal was treated until the temperature dropped under 1480°C before casting. There was some residual metal frozen in the ladle bottom but this could be cleaned up by oxygen lance when the ladle was emptied. One mold from the ladle can be cast from such ultra low pouring temperature significantly under the liquidus, but the casting must be thick and not sensitive to cold shuts or mis-runs. Pouring of more than one mold from the ladle might be problematic as metal may start to solidify at the nozzle to shroud connection.
Summary
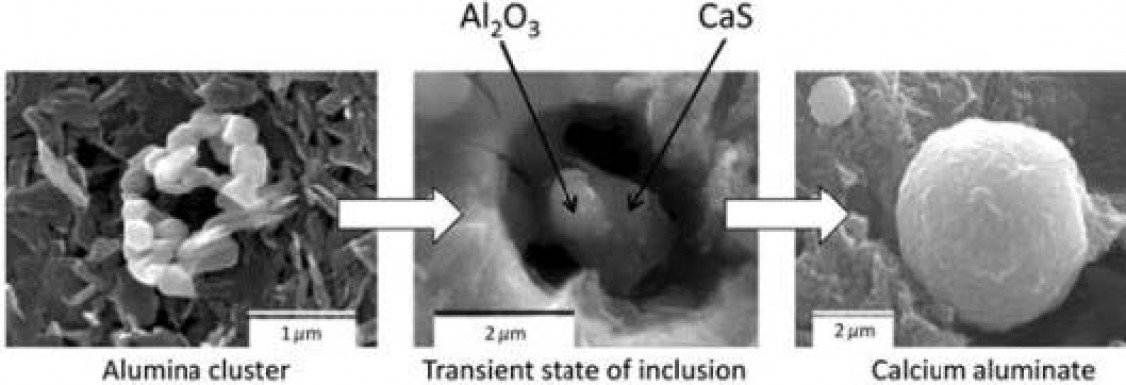
ROTOCLENE – Rotary treatment of molten steel is an innovative technology allowing higher level of metal purification and temperature homogenization at the pouring ladle. Rotating molten steel heats up the ladle lining and stopper avoiding premature metal solidification at the ladle and stopper freezing risk. Treatment can be continued until metal temperature cools down to the desired pouring temperature regardless the metal holding time. Steel may be further desulfurized by synthetic slag stiring and alumina inclusions modified to less harmful globular shape by pure Ca. In combination with HOLLOTEX Shroud pouring temperature may be significantly reduced and cleaner castings achieved with finer grain size and higher levels of homogeneity.
References
[1] J CAMPBELL. (2015). Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques and Design (2nd ed.). Oxford, UK: Elsevier
[2] CHAO FAN, ALEXIS GOSA, LIFENG ZHANG, QINGCAI LIU and DAYONG CHEN. The Minerals, Metals & Materials Society (2018) Mathematical Modeling on the Fluid Flow and Desulfurization During KR Hot Metal Treatment
[3] N. VERMA, PETRUS C. PISTORIUS, RICHARD J. FRUEHAN, MICHAEL POTTER, MINNA LIND, and SCOTT R. STORY, Transient Inclusion Evolution During Modification of Alumina Inclusions by Calcium in Liquid Steel: The Minerals, Metals & Materials Society and ASM International (2011)
[4] UPENDRA KUMAR MOHANTY, HRUSHIKESH SARANGI, Solidification of Metals and Alloys (2020)
[5] M. STROUHALOVA, Studium Fazovych Zmen v Oceli Behem Jejiho Tuhnuti – VSB TU Ostrava – Doctor Thesis (2018)
[6] E. Munsterova, Obecne Udaje o Fazovych Premenach Behem Tuhnuti, Brno (2005)
[7] R. WLODAWER, Directional Solidification of Steel Casting book. (1966)
[8] M. Amirthalingam, E. M. van der Aa, C. Kwakernaak, M. J. M. Hermans, I. M. Richardson, Elemental Segregation During Resistance Spot Welding of Boron Containing Advanced High Strength Steels (2015)
[9] D. HRABINA, P. FILIP. Foundry Practice 267, ADVANCES IN THE POURING OF STEEL CASTINGS WITH A SHROUDED METAL STREAM (2019)
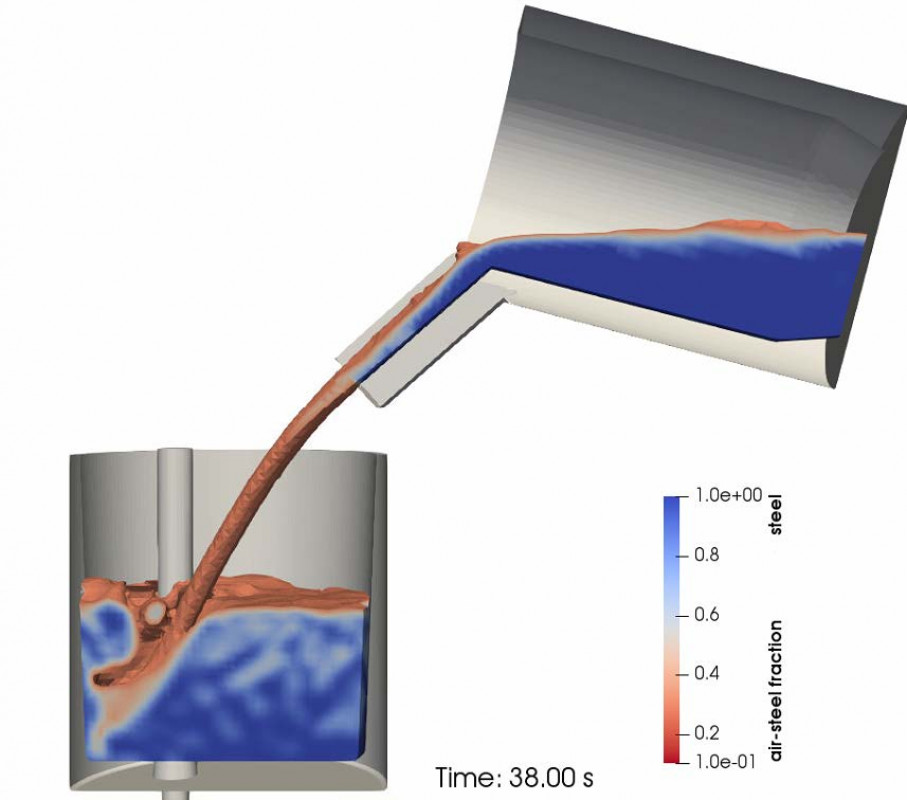
[10] CH. BECKERMANN & S. H. MAJIDI, University of Iowa – Simulation of Air Entrainment during Mold Filling: Comparison with Water Modeling Experiments, Steel Foundries Society of America, Chicago IL, USA 2017
[11] K.T.KIGER & J.H.DUNCAN – Air Entrainment Mechanism in Plunging Jets and Breaking Waves (2012)