Hochautomatisierte und vernetzte Produktion
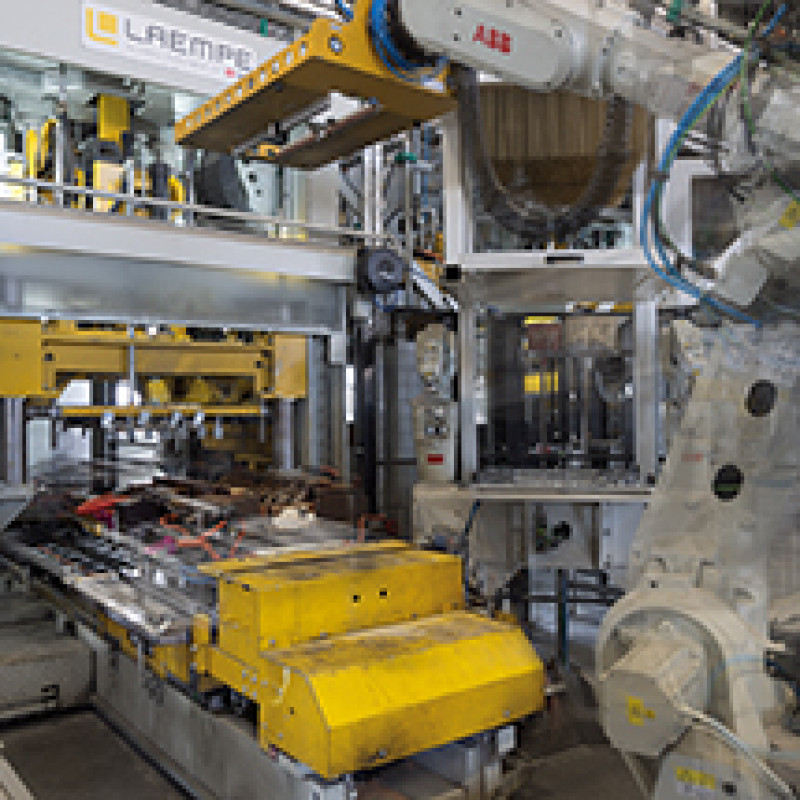
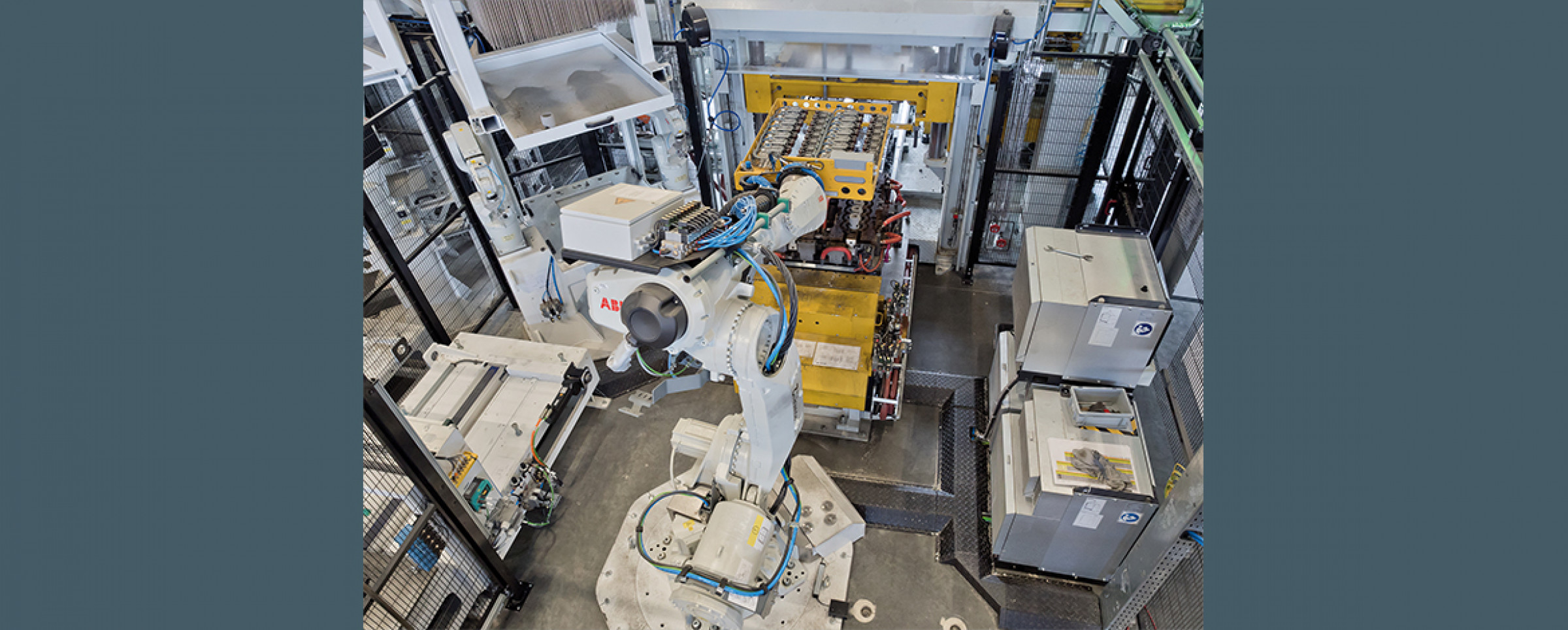
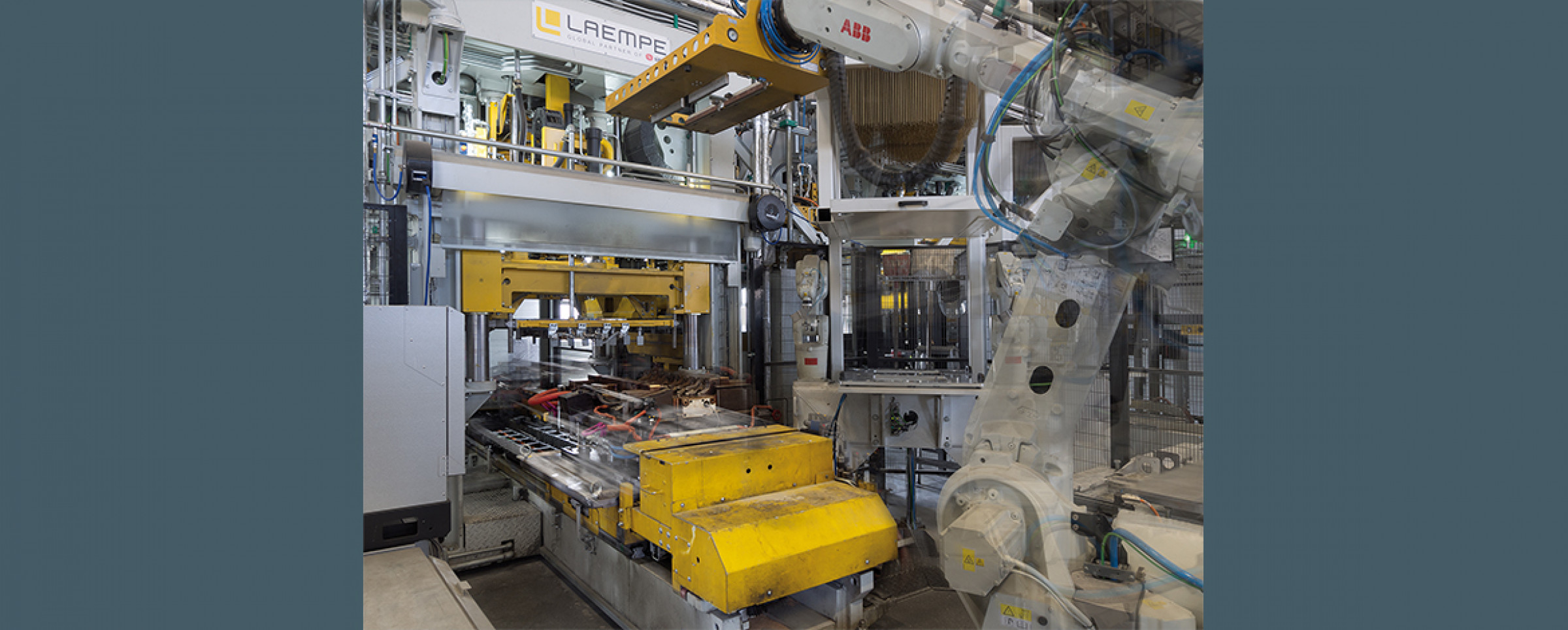
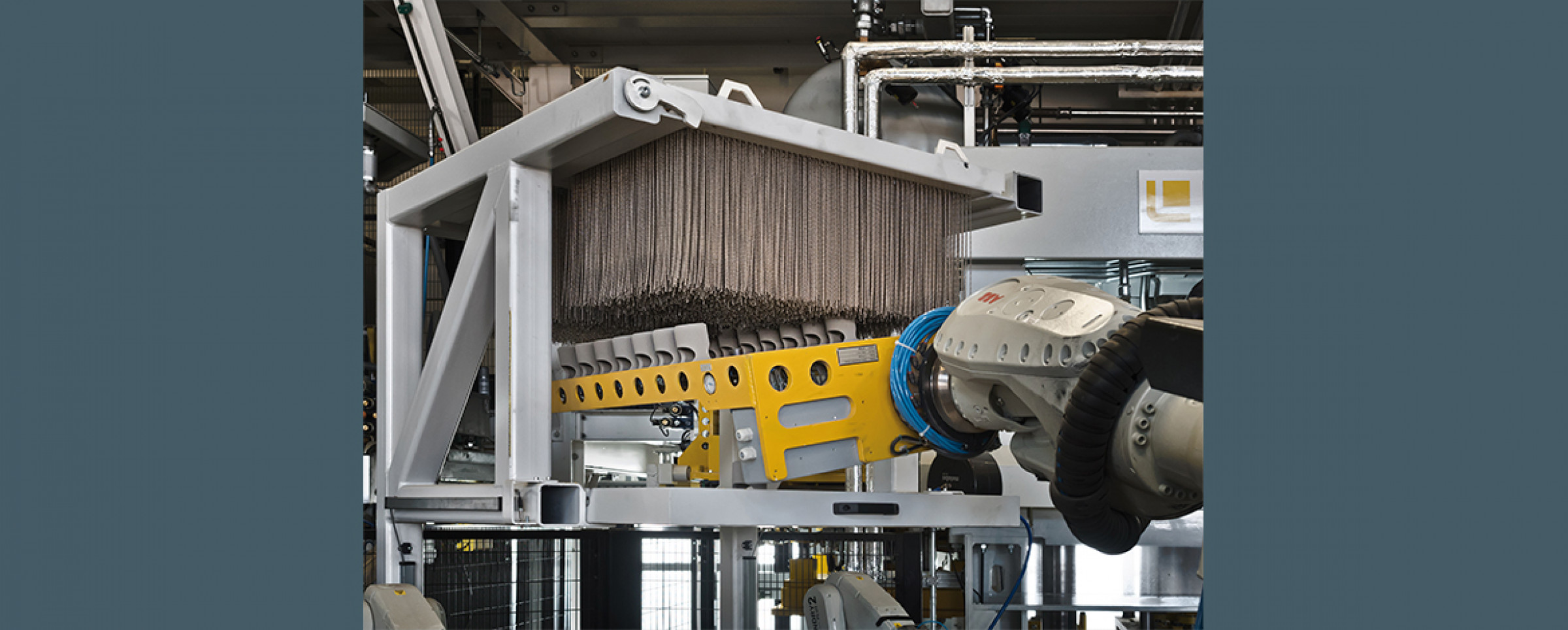
Um die Versorgung von BMW mit Kernpaketen zu je neun Einzelkernen sicherzustellen, sind sechs vollautomatisierte High-Tech-Kernschießmaschinen vom Typ LHL30 von Laempe Mössner Sinto im Einsatz. Mit den Maschinen werden u. a. Wassermantelkerne, Mittelkerne und Ausgleichswellenkerne geschossen. Werkzeugwechsel sind in wenigen Minuten möglich. Nach dem Schuss übernehmen Industrieroboter von ABB die Entgratung, bevor Mitarbeiter die finale Qualitätsprüfung der Kerne durchführen und sie in den mit RFID-Chips ausgestatteten Stellagen ablegen.
Die Stellagen – und damit die im RFID-Chip gespeicherten Produktionsparameter der Charge – werden damit zur Schnittstelle zwischen Fertigung, Klimalager und dem Kernlager im BMW-Werk. Die Produktionszyklen sowie die damit verbundenen Daten sind per Computer oder Tablet in Echtzeit abrufbar und können auch mit Altdaten abgeglichen werden. Eine Digitalisierung vom Feinsten, die die Inacore-Gesellschafter und Geschäftsführer Udo Dinglreiter und Andreas Mössner begeistert und zu kühnen Plänen anspornt: „Wir arbeiten gemeinsam mit dem Mathematik-Lehrstuhl der Universität Passau an einem mehrparametrigen System, das von einer künstlichen Intelligenz (KI) gesteuert wird. Hier stehen wir noch ganz am Anfang, unser Fernziel ist aber, dass die KI lernt, aus den Daten Schlüsse abzuleiten und Fehler letztlich irgendwann nicht mehr zuzulassen“, erklärt Udo Dinglreiter und Andreas Mössner ergänzt: „Die Maschinen- und Anlagenbauer müssen Industrie 4.0 selber in die Hand nehmen.“ Weitere technische Möglichkeiten wie Augmented Reality, also die computergestützte Erweiterung der Wahrnehmung, und der Einsatz von Virtual Reality könnten eines Tages für die Wartung und Instandhaltung zum Einsatz kommen.
Nach der Gründung des Gemeinschaftsunternehmens im April 2017 begann parallel zum Aufbau des Standorts im Gewerbegebiet von Ergoldsbach die Schulung der Mitarbeiter. Da das Personal über keinerlei spezifische Kernmacherei-Erfahrung verfügte, wurde es bei BMW einem Intensivtraining unterzogen. Für die Digitalisierung tat sich Laempe Mössner Sinto bereits im Januar 2017 mit dem Start-up pragmatic industries zusammen. Angesichts des kurzen Zeitfensters bis zum Produktionsanlauf verfuhren die Partner nach dem Prinzip „Learning by Doing“. Erklärtes Ziel war es, eine Kernmacherei als Benchmark der Branche zu errichten und dadurch versteckte Potenziale aufzudecken. Die Werkzeuge dafür sollten die Möglichkeiten konsequenter Digitalisierung mit den Säulen Transparenz, Vernetzung und Rückverfolgung bieten. „Es ist immer noch Neuland“, gesteht Andreas Mössner ein.
Doch neben dem technikgetriebenen Anspruch musste reichlich Know-how eingebracht werden. Scheuchl setzte seine langjährige Erfahrung beim Aufbau der Werksinfrastruktur, der Klimatechnik und beim Projektmanagement ein, Laempe bei den erforderlichen Maschinen – von den Kernschießanlagen, über die Sandmischer bis zur Sandfördertechnik. In zunächst zwei Hallen installierten die Partner die notwendigen Anlagen. Halle 1 beherbergt die Fertigung mit den sechs Kernschießmaschinen und den Manipulatoren. Halle 2 das Klimalager sowie die Server, die Rohstofflager und die beiden Sandsilos der Firma FAT aus Niederfischbach. Eine dritte Halle ist in Planung.
Bei so viel High-Tech, darf die IT-Sicherheit nicht außen vor gelassen werden, sonst drohen Gefahren von Cyberkriminellen durch Trojaner, Hacks oder Überlastungsangriffe. Für die Datensicherheit haben die Gesellschafter rund 100 000 Euro für die Server und eine doppelt gesicherte Sicherheitstechnik in die Hand genommen. Zuversichtlich in Sachen IT-Sicherheit macht Udo Dinglreiter und Andreas Mössner, dass die Daten nicht so leicht zu interpretieren sind.