Die Sandrückgewinnung
In einer Gießerei mit Sandrückgewinnung besteht der zur Herstellung von Kernformen verwendete Sand aus einer Mischung von Regeneratsand und Neusand. Dieser kann zu 100 % aus Regeneratsand bestehen oder mit einem beliebigen Prozentsatz an Neusand gemischt werden. In diesem Grünsand-/Kernsandkreislauf wird also ein bestimmter Prozentsatz wiederholt zurückgewonnen und als Sand zur Herstellung von Kernen wiederverwendet. Allgemeinen gilt, dass von einer 50/50-%-Mischung aus Rücklaufsand und Kernsand 14 % an Zusätzen (Bentonit, Bindemittel, Kohlenstoff usw.) gereinigt werden müssen, um wieder die Eigenschaften von Neusand zu erreichen; durch Schleifen werden weitere 3 % als zusätzlicher Staub entfernt.
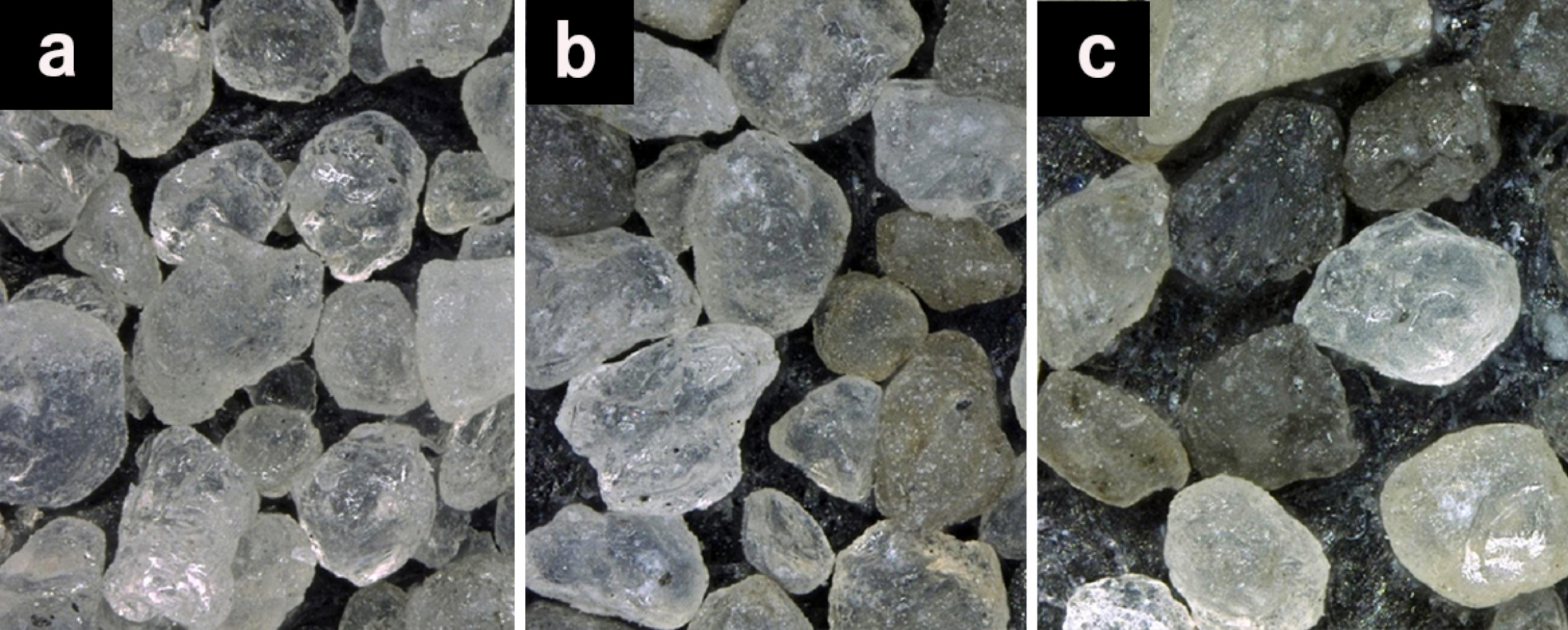
Von diesen 17 % sind 10 % Staub, der so viel aktives Bentonit und Kohlenstoff enthält, dass er dem Mischer zugegeben werden kann. Außerdem verbleiben durch diese mehrfachen Regenerationszyklen nur mehr die starken Sandkörner, was zu einem stabileren Sand führt. Die abgerundeten Körner verbessern die Formfüllung des Kernkastens und die Oberflächenqualität. Die Grate am Gussteil werden dadurch um >30 % reduziert, was die Entgratungskosten verringert.
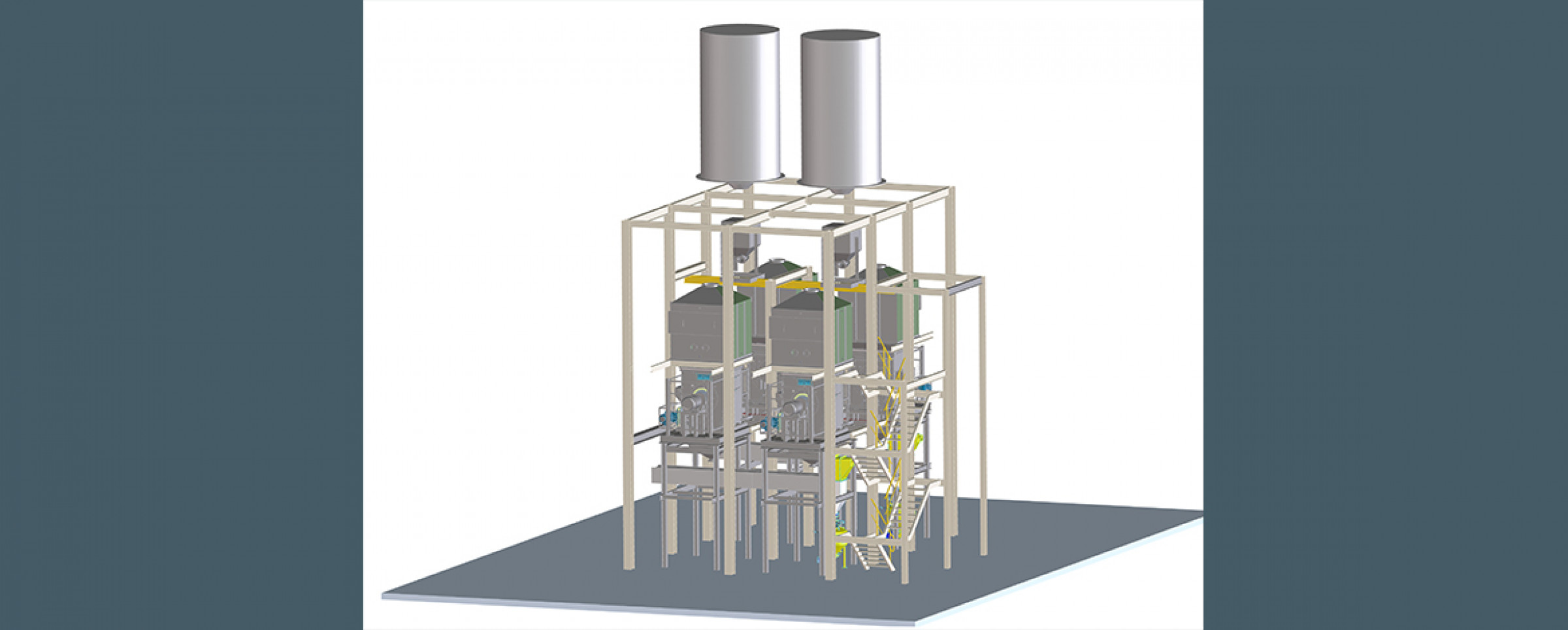
Die Sandreinigungsanlage in Mannheim, die seit 1996 in Betrieb ist, umfasste ursprünglich vier SandCleaner, deren Leistung je nach Verhältnis zwischen 130 und 170 t/Tag variierte. Inzwischen wurden die bestehenden SandCleaner optimiert und die gesamte Anlage um zwei weitere SandCleaner ergänzt, um den Einsatz von Regenerat erhöhen zu können. In der Mannheimer Anlage schwankt das Verhältnis von Kernsand zu Grünsand zwischen 60 % und 40 %. Die bestehenden SandCleaner wurden in den letzten beiden Jahren modernisiert. Dadurch erhöhten sich Kapazität und Laufzeit der Anlage.
Die Leistung des SandCleaner 2.0 stieg um 100 kg auf ein Chargengewicht von bis zu 850 kg. In Kombination mit einer höheren Betriebsleistung der Anlage blieben die Zykluszeiten unverändert. Der SandCleaner 2.0 ist unempfindlicher gegenüber Temperaturschwankungen im Sand und ermöglicht die Verarbeitung von heißerem Sand, wodurch die erforderliche Kühlung des Sandes vor der Rückgewinnung reduziert wird. Die verbesserte Konstruktion und die Verwendung von leichter austauschbaren und verschleißfesteren Materialien ermöglichen längere Wartungsintervalle. Eine vollständige Wartung ist nur noch einmal jährlich erforderlich, was die Wartungskosten senkt. Die kombinierten Modernisierungen erzielen eine Steigerung der Anlagenleistung um 15 %.