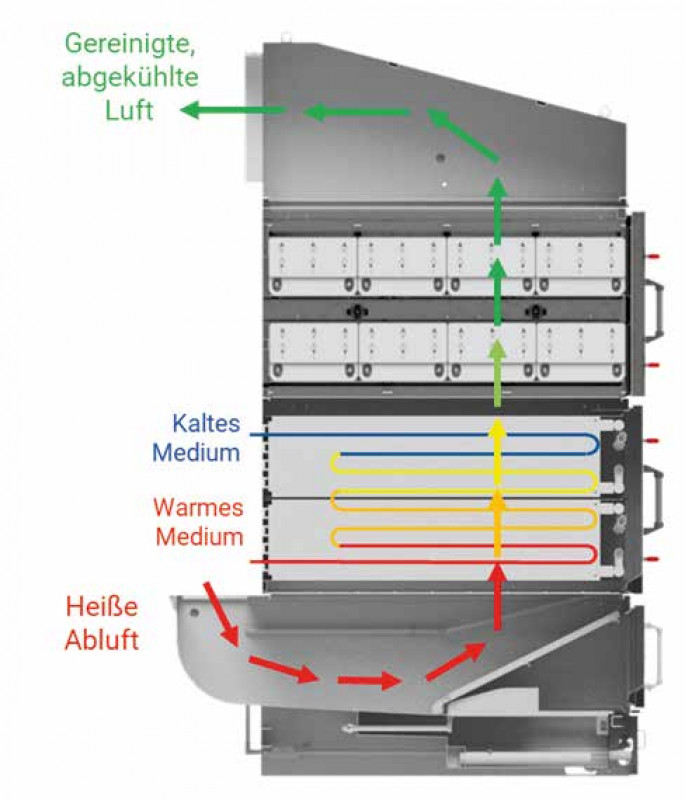
Im nächsten Abschnitt der Ultravent-Anlage wird die Abluft durch einen mehrstufigen elektrostatischen Filter aus Edelstahl geführt. Die in der Abluft enthaltenen Partikel werden dort hochwirksam abgeschieden. Der sehr geringe Luftwiderstand des elektrostatischen Filters trägt maßgeblich zur hohen Energieeffizienz der Lösung bei. Über die Anzahl der Stufen lässt sich die anforderungsgerechte Abscheideleistung flexibel auslegen. Mit einem vierstufigen elektrostatischen Filter sind beispielsweise auch hohe Emissionslasten von 150 mg/m³ auf weniger als 2 mg/m³ reduzierbar. Gleichzeitig beträgt der Druckverlust von vier Filterstufen insgesamt nur etwa 130 Pa. Der für die Förderung der Abluft benötigte Energieeinsatz ist damit erheblich geringer als bei vergleichbaren mechanischen Abluftfiltern. Wie beschrieben muss regelmäßig eine Reinigung von Wärmetauscher und Abluftfilter vom angesammelten Staub erfolgen. An dieser Stelle kommt das bewährte Nassreinigungssystem (Cleaning In Place, CIP) der Ultravent-Anlage zum Einsatz: In einem Wasserbehälter wird eine Waschlösung aus Wasser mit einem gering dosierten Reinigungsmittel erwärmt. Eine Zirkulationspumpe fördert sie zu verschiedenen Ebenen der Ultravent-Anlage, wo sie über motorisch angetriebene Düsenstöcke in alle Bereiche der Wärmetauscher und der elektrostatischen Filter gesprüht wird. Das Wasser fließt durch die Schwerkraft zurück zum Wasserbehälter und nimmt dabei Verunreinigungen aus der Anlage mit. Um das Reinigungssystem im Falle hoher Staubfracht zu schützen, wird das zurücklaufende Wasser über einen Bandfilter geführt. Im Filtervlies des Bandfilters wird der Staub zurückgehalten und in einen Auffangbehälter abgeschieden, bevor das Wasser erneut über die Zirkulationspumpe in die Anlage gelangt. Der geringe Platzbedarf ist eine weitere Stärke des integrierten Ansatzes für Wärmerückgewinnung und Abluftreinigung.
Ganzheitliche Energiebetrachtung als neue Aufgabenstellung für Gießereien
In der aktuellen Zusammenarbeit des Branchenexperten mit namhaften Gießereien stehen neben der Anlagentechnik weitere Aufgabenstellungen im Fokus. So besitzen die Gießereien bislang in der Regel nur wenige Informationen über die Abluft an den von ihnen betriebenen oder geplanten Schmelzöfen. Abluftvolumina und Ablufttemperaturen aber auch die Menge und die Charakteristika der in der Abluft enthaltenen Emissionen wurden in der Vergangenheit vielfach nicht systematisch untersucht. Für die richtige Auslegung von Wärmerückgewinnung und Abluftreinigung werden daher nun entsprechende Messungen und Analysen erforderlich.
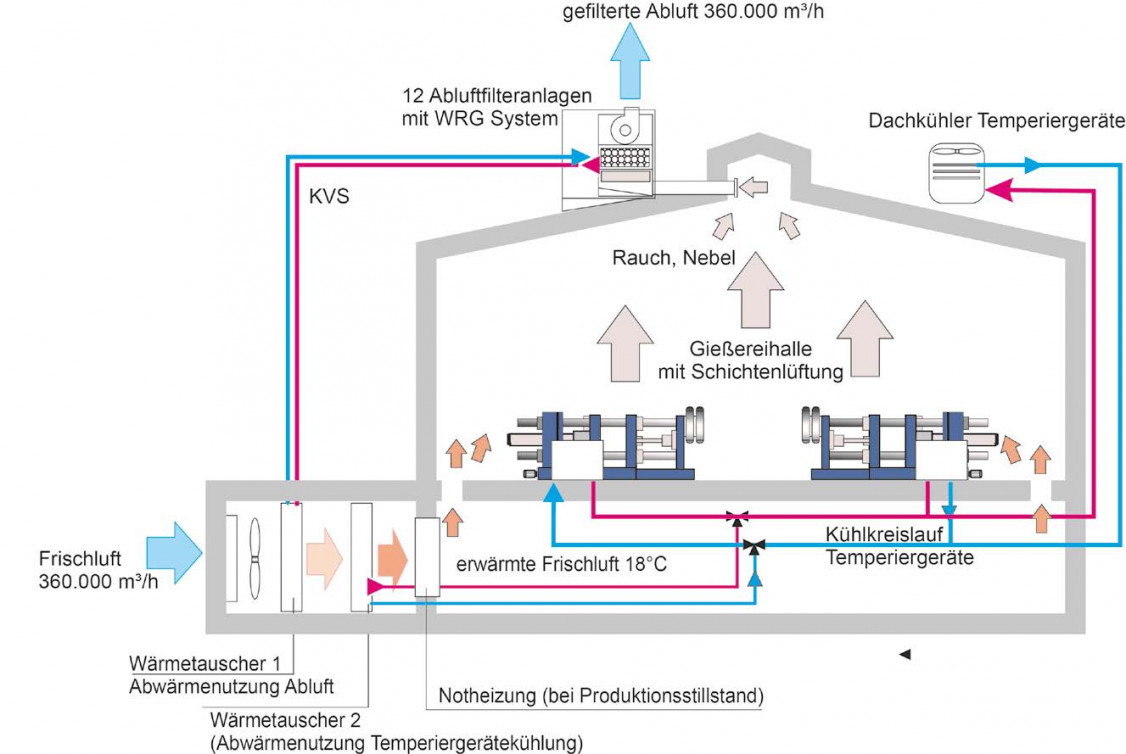
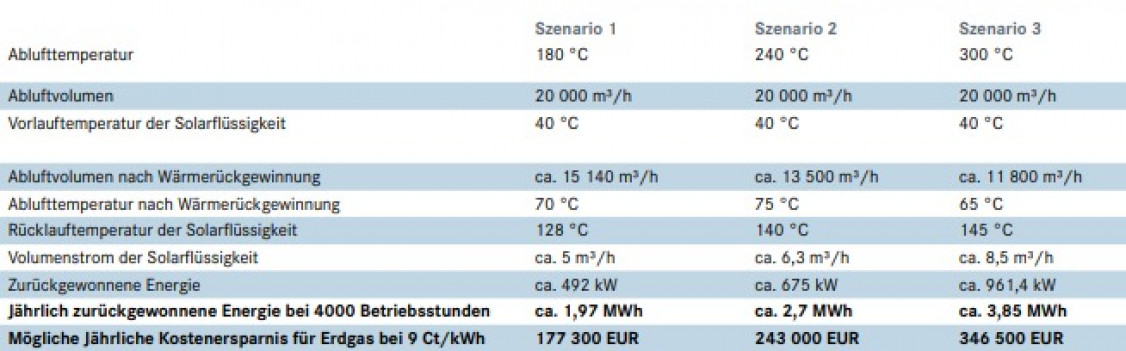
Nicht weniger wichtig ist die Aufgabenstellung, die zurückgewonnene Energie sinnvoll zu nutzen, um den Primärenergiebedarf zu senken. Zum einen kann die Prozesswärme der Abluft genutzt werden, um die erforderliche Frischluft für den Schmelzofen bzw. die Zuluft im Allgemeinen zu erwärmen. Diese Energiesenke steht jedoch nur bei niedrigen Außentemperaturen zur Verfügung. Es sollten daher weitere Nutzungsmöglichkeiten identifiziert und erschlossen werden, deren Bedarf möglichst gleichförmig zum Betrieb des Schmelzofens anfällt. Da das flüssige Medium in den Wärmetauschern auf sehr hohe Temperaturen erhitzbar ist (in der o. g. Auslegungsrechnung beispielsweise auf 128 bis 145 °C), sind vergleichsweise vielfältige Nutzungsmöglichkeiten denkbar. Neben dem Einspeisen in Fernwärmenetzwerke oder der Erzeugung von elektrischer Energie mittels ORC-Technologie (Organic-Rankine-Cycle) erscheinen insbesondere Anwendungen interessant, die wiederum mit den Produktionsprozessen verbunden sind. Beispielsweise ist die Prozesswärme aus der Abluft dazu nutzbar, um die Aluminiummasseln vorzuwärmen, bevor sie in den Schmelzofen gefüllt werden. Auf diese Weise ist es möglich, den Energiebedarf für den Schmelzprozess selbst zu reduzieren. Wie bei den Technologieanbietern ist hier auch bei den Gießereien ein Wandel zu integriertem Lösungsdenken erforderlich. Die traditionelle Trennung der Verantwortung von Gebäudemanagement, Produktionstechnik und Immissionsschutz erweist sich dabei oftmals als Hemmnis und erfordert neue Formen bereichsübergreifender Planung.
Fazit
Für Gießereien ist die Steigerung ihrer Energieeffizienz zur strategischen Notwendigkeit geworden. Analysen belegen, dass die Nutzung von Abwärme einer der zentralen Bausteine für Energieeffizienz in Gießereiprozessen ist [7]. Insbesondere die Abluft der energieintensiven Schmelzöfen bietet diesbezüglich ein beeindruckendes Potenzial. Branchenexperten auf Seiten der Technologieanbieter ebenso wie in den Gießereien arbeiten mit Nachdruck an der Entwicklung integrierter Lösungen aus Wärmerückgewinnung, Abluftreinigung und Wärmenutzung. Für die Erreichung einer verbesserten Energieeffizienz ist eine ganzheitliche Betrachtung der verschiedenen Prozesse innerhalb der Gießerei eine zukunftsweisende Notwendigkeit.
www.kma-filter.de
Literatur
[1] Deutsche Energie-Agentur (dena, 2021) (Hrsg.): „Systematisch Energieeffizienz steigern und CO2-Emissionen senken in der Gießerei-Industrie“ S. 3
[2] ebenda, S. 8
[3] ebenda, S. 34
[4] ebenda, S. 37
[5] GIESSEREI 5/2021, Lena Arenz, „Best Practice: Leistungsstarke Wärmerückgewinnung“, S. 59-61
[6] Deutsche Energie-Agentur (dena, 2021) (Hrsg.): „Systematisch Energieeffizienz steigern und CO2-Emissionen senken in der Gießerei-Industrie“ S. 6
[7] ebenda, S. 8