Die Additive Fertigung (AM) wird von den Anwendern klassischer Fertigungsverfahren, zu denen auch der Mikroguss (eine Form des Feingusses) zählt, häufig als Konkurrenz wahrgenommen. Während der Feinguss bereits seit vielen Jahren für komplexe metallische Bauteile etabliert ist, hat die AM-Technologie in den letzten Jahren einen beeindruckenden Aufschwung erlebt. Doch stehen diese Fertigungswege tatsächlich in Konkurrenz zueinander oder sind sie eher als komplementäre Technologien zu betrachten?
VON SONJA KAPPLER, CHIARA ARMBRUSTER, ANDREAS BAUM, KNUT HEITZMANN, CARLO BURKHARDT
Fertigungsverfahren für metallische Klein- und Mikrobauteile
Im Bereich der Additiven Fertigung existieren nur eine Handvoll Verfahren, die sich für die Fertigung von kleinen hochpräzisen Metallkomponenten eignen. Das direkte 3-D-Druckverfahren Mikro-Laserschmelzen (M-LPBF), bei dem Metallpulver schichtweise mit einem Laser aufgeschmolzen und verschweißt wird, hat die Einschränkung, dass bei Überhängen Stützstrukturen erforderlich sind, die aufwendig zu entfernen sind und der Prozess auch bei höheren Stückzahlen aufgrund des Energieverbrauchs und der punktuellen Bearbeitung weniger effizient und wirtschaftlich ist als die sinterbasierten, sogenannten indirekten Verfahren.
Zu den sinterbasierten AM-Technologien, die auch für kleine Bauteile im Größenspektrum des Feingusses relevant sind, zählen unter anderem das Metal Binder Jetting (MBJ) und das Lithographybased Metal Manufacturing (LMM), die einen zweistufigen Prozess nutzen. In der ersten Phase wird ein Grünteil mit einem hohen Anteil an Metallpulvermaterial gedruckt. Anschließend durchläuft das Grünteil einen Entbinderungs- und Sinterprozess, bei dem die im Druckprozess verwendeten Bindemittel durch thermische Behandlung entfernt werden.
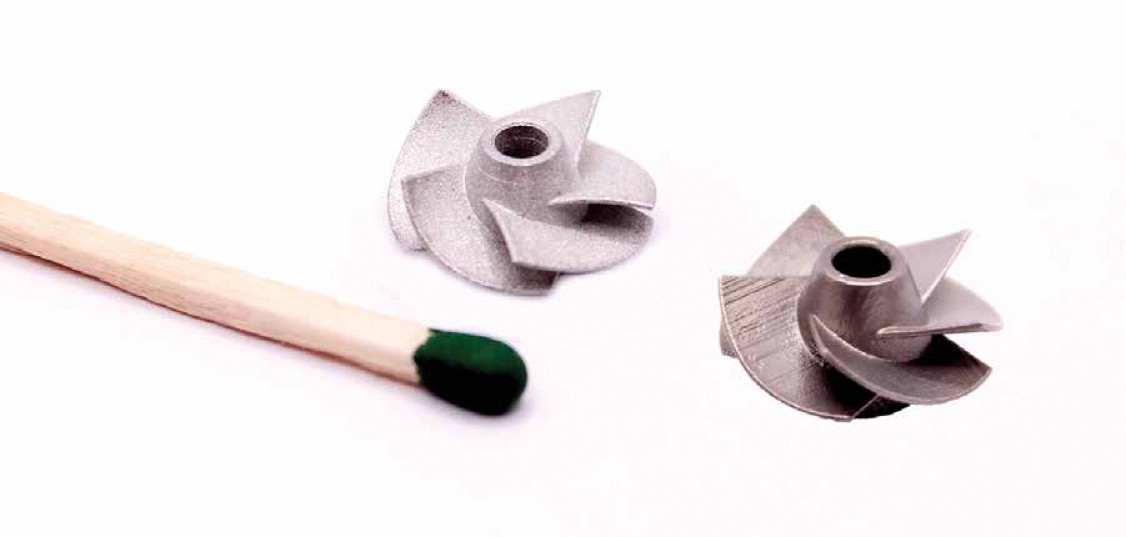
Die sinterbasierten Verfahren bieten neue Möglichkeiten bei der Überwindung von geometrischen und qualitativen Einschränkungen, insbesondere im Bereich der Fertigung von kleinen Bauteilen mit herausragender Detailgenauigkeit und Oberflächengüte und können durch Skaleneffekte auch für Kleinserien und mittlere Stückzahlen eine interessante Alternative zur konventionellen werkzeuggebundenen Fertigung darstellen. Darüber hinaus erfordert das LMM-Verfahren beispielsweise keine Stützstrukturen und damit weniger manuelle Nacharbeit am Bauteil. Im Vergleich zum MBJ-Verfahren zeichnet sich das LMM-Verfahren durch eine höhere Auflösung und damit bessere Präzision und Oberflächengüte aus. Daher ist das LMM-Verfahren für Bauteile kleiner als ca. 40 mm Kantenlänge das bevorzugte Verfahren, während das MBJ für größere Bauteile wirtschaftlicher ist (Bild 1).