Lesen Sie einen Fachartikel aus der GIESSEREI 03/2018.
VON BADARINATH KALKUNTE
Die Investition in die Gießtechnologie und die Optimierung der jeweils passenden Prozessbedingungen war noch nie wichtiger als heute. Gießereien stehen vor hohen Produktionskosten und der Herausforderung, aus einer Vielzahl von Prozessen wie Sandgießen, Druckgießen, Kokillengießen und Niederdruckgießen den für die Anforderung besten Prozess festzulegen. Außerdem müssen sie eine solide Wahl der Methodik und der Prozessbedingungen sicherstellen. Das Druckgießen ist dabei von besonderem Interesse: Eine fortschrittliche Technologie, die Gießereien durch verbesserte Qualität, eingesparte Kosten und einer verringerten Ausschussrate einen Mehrwert verschafft. Eine Besonderheit des Druckgießens, die auf einer Weiterentwicklung des herkömmlichen Prozesses beruht, ist die Aufrechterhaltung eines Hochvakuums während des Einspritzens des Metalls. Die ESI Group konnte Gießereien den strategischen Wert der virtuellen ESI-Fertigungslösung belegen und simulierte die Leistung der Hochvakuum-Druckgießprozesse. ESI ProCAST ermöglicht es Gießereien, die Methoden und Prozessbedingungen zu optimieren, um qualitativ hochwertige Gussteile zu liefern und gleichzeitig Kosten- und Zeiteinsatz gering zu halten.
Steigende Anforderungen
Die Automobilindustrie (einschließlich OEMs und deren Zulieferer) gilt als führender Markt für das Druckgießen. Sie verlangt High-Performance-Teile von Gießereien und erwartet in Bezug auf strukturelle Integrität, Schallmechanik und gute Schweiß- und Wärmebehandlungsleistung die beste Qualität. Diese Anforderungen können Gießereien typischerweise durch Kokillen- und Niederdruckgießprozesse erfüllen und weniger durch Druckgieß-Prozesse, da letztere inhärente Einschränkungen aufweisen.
Genauer gesagt, um gute mechanische Eigenschaften für ein im Druckgieß- verfahren hergestelltes Teil zu erzielen, ist die Verwendung spezieller Güteklassen für Aluminiumlegierungen erforderlich. Anschließend muss das Teil einer T6-Wärmebehandlung unterzogen werden. Die Herausforderungen hierbei sind spezielle Legierungsgütegrade, die aufgrund des geringen Siliziumgehaltes eine hohe Viskosität aufweisen und daher zu Füllproblemen führen. Gleichzeitig tritt bei der T6-Wärmebehandlung (beispielsweise bei 520 - 530 °C für 8 -12 h) eine Löslichkeit auf. Enthält das Teil Gas, führt dies bei der Wärmebehandlung zu Blasenbildung. Daher ist eine Minimierung der Gaseinschlüsse anzustreben, wodurch sich nach der T6-Wärmebehandlung gute mechanische Eigenschaften erzielen lassen.
Das Einspritzen des Metalls unter Vakuum ist ein relativ neues Verfahren, das in den letzten Jahren verbessert wurde und zwei Vakuumstufen bietet: Standardvakuum und Hochvakuum. Die heutigen Innovationen im Bereich des Druckgießens erfolgen vor allem im Zusammenhang mit der von Fondarex, St.-Légier-Chiésaz, Schweiz, entwickelten Hochvakuumtechnologie.
Simulation des Vakuum-Druckgießprozesses
Ein zweiter Trend in der Automobilindustrie ist die Entwicklung von Hochleistungs-DGM (Druckgießmaschinen). Arbeitet die Maschine unter Vakuum kann sie hochwertigere Gussteile liefern. Dies bedeutet, dass eine Gasabsaugungskurve, die mit der Einspritzkurve und der Durchflussrate in Phase ist, sowohl das Aluminium als auch die Luft während des Gießens steuern kann. Beim Einsatz des Hochvakuums in Verbindung mit Druckgießmaschinen beruht der wesentliche Erfolg darauf, vom herkömmlichen Ansatz mit erfahrungsbasierten Gießversuchen zur vollständigen numerischen Simulation des Vakuum-Druckgießprozesses zu wechseln. Anhand der Simulation wird die Gestaltung des Werkzeugs mit dem besten Anguss-System und Absaugplan definiert. Alle diese Bedingungen werden letztendlich mit der richtigen Wahl der Prozessparameter erreicht, die mit der Gieß-Simulationslösung überprüft werden. Gleichzeitig wird die tatsächliche Hydraulikeinspritzkraft der Druckgießmaschine berücksichtigt.
Derartige Innovationen wurden auf echte Industriefälle angewendet, wie z. B. die Herstellung einer Automobil-Ölpumpe, die von der italienischen Gießerei F.A.R., Reana del Rojale, Udine, gegossen wurde. Der neue virtuelle Simulationsansatz trug dazu bei, dass F.A.R. die Produktionskosten für die Ölpumpe reduzieren konnte, und veranlasste die Gießerei, von Werkzeugen mit einer Kavität auf Werkzeuge mit zwei Kavitäten zu wechseln.
Das Werkzeug mit einer Kavität wurde auf einer 560-t-Maschine eingesetzt. Der Standardansatz mit dem empirischen Einspritznomogramm für Fließgeschwindigkeit und Einspritzdruck ergab die Notwendigkeit, eine 1000- bis 1200-t-Druckgießmaschine zu verwenden, um diese Ölpumpe mit zwei Kavitäten herzustellen. F.A.R. hatte eine spezifische, vom italienischen Hersteller Colosio, Provaglio d‘Iseo, Italien, entwickelte Druckgießmaschine mit der Bezeichnung PFO 750 Green Line ausgewählt, um die Energiekosten zu senken und die Effizienz durch einen Wechselrichter zu erhöhen. Die Herausforderung für die Techniker- und Managementteams von F.A.R. bestand daher darin, dieses neue Werkzeug mit zwei Kavitäten auf einer 750-t-Druckgießmaschine und nicht auf einer 1000-t-Druckgießmaschine zu entwickeln. F.A.R. entschied sich auch für den Einsatz von Hochvakuum in Verbindung mit dem Werkzeug mit zwei Kavitäten, um Gasporositätsprobleme zu vermeiden. Außerdem soll die Einspritzkraft durch starkes Absenken des Luftgegendrucks während des Füllens verringert werden, um so die endgültigen Qualitätsziele zu erreichen.
Entwicklung einer virtuellen Druckgießmaschine
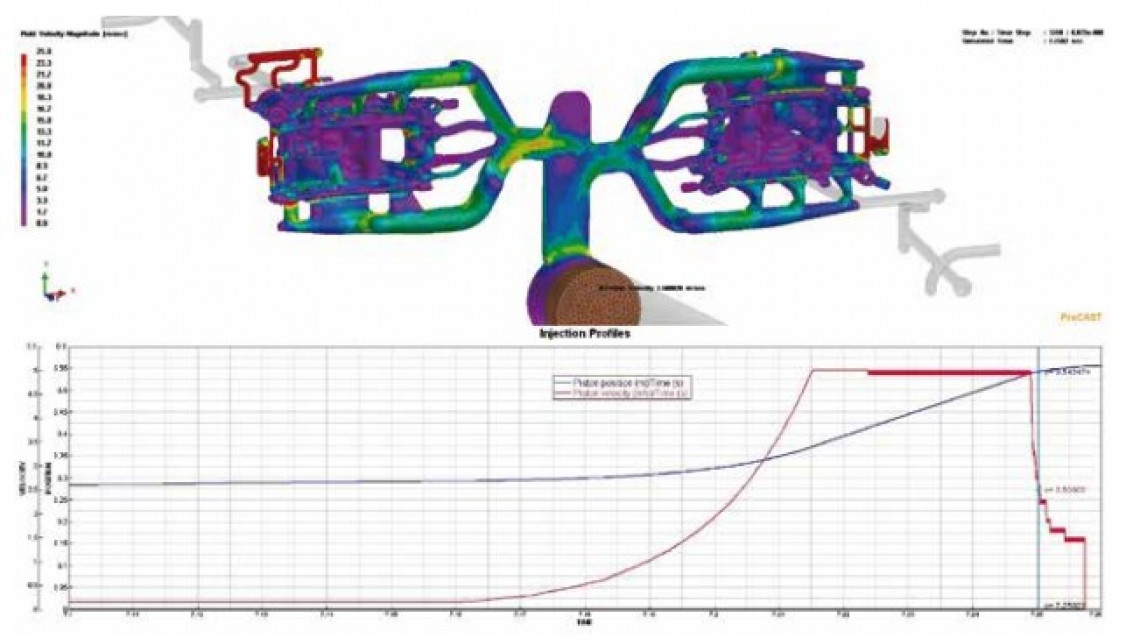
Mittlerweile ist der Druckgussmarkt mit den passenden Geräten und Verfahren zur Fertigung von High-Performance-Teilen ausgestattet. Doch bis vor kurzem gab es einen Mangel an Gieß-Simulationslösungen, um die tatsächliche Leistung der Druckgießmaschine zu berücksichtigen. Ecotre Valente SRL, Brescia, Italien, und ESI Group arbeiteten bei der Entwicklung des neuen ProCAST-Toolsets für die Gieß-Simulation eng zusammen. Die Entwicklung der virtuellen Druckgießmaschine (V-DGM) unterstützt den Anwender dabei zu erkennen, ob die hydraulische Einspritzkraft der Druckgießmaschine zum Füllen der Werkzeugkavität unter Aufrechterhaltung der Geschwindigkeit der zweiten Phase ausreicht, um die erwartete Füllzeit zu erreichen (Bild 1).