Zusammenfassung
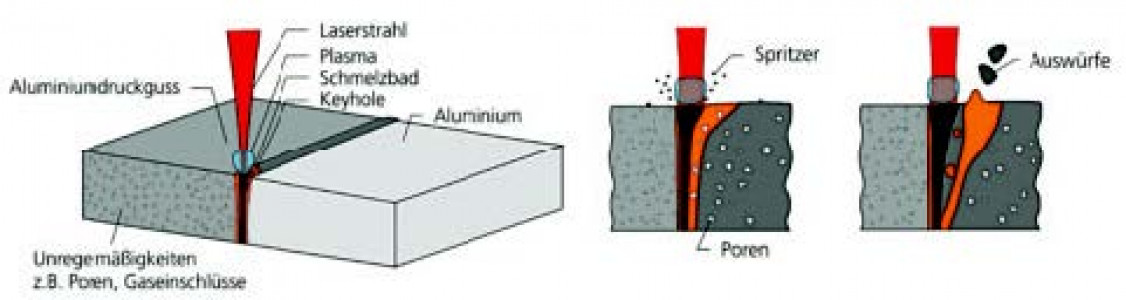
Aluminiumdruckgussgehäuse werden im Apparatebau und in der Automobilindustrie häufig eingesetzt. Anwendungen in der Leistungselektronik, aber auch in der Elektromobilität erfordern immer häufiger eine druck- und mediendichte Fügeverbindung, um beispielsweise Elektronikbauteile von Kühlmedien, die in benachbarten Kühlkreisläufen zirkulieren, sicher zu trennen. In vielen Fällen war die bisher eingesetzte Schraubverbindung nicht mehr einsetzbar, sodass alternative Fügeverfahren gefunden werden mussten. Neuartige Ansätze des Laserstrahlschweißens und des Rührreibschweißens ermöglichen nun das sichere Verbinden derartiger Bauteile.
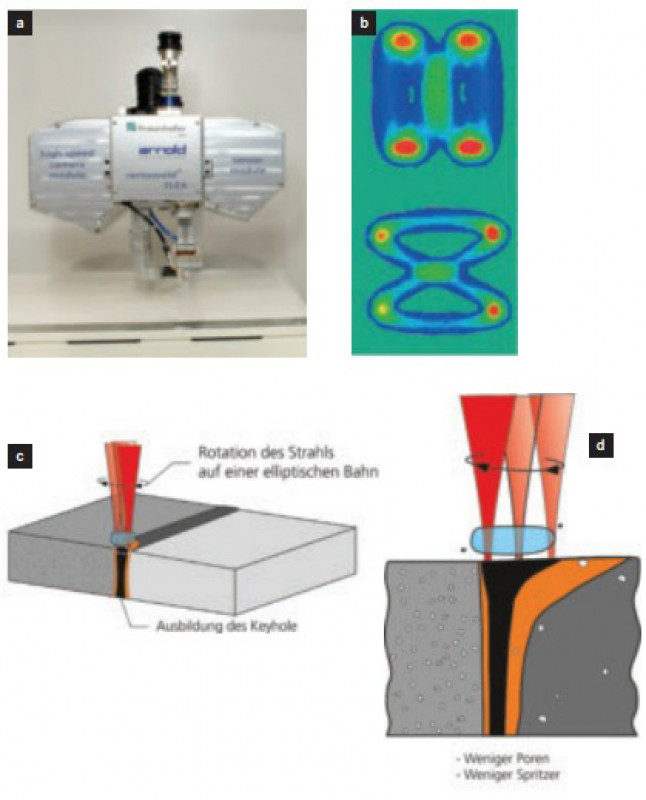
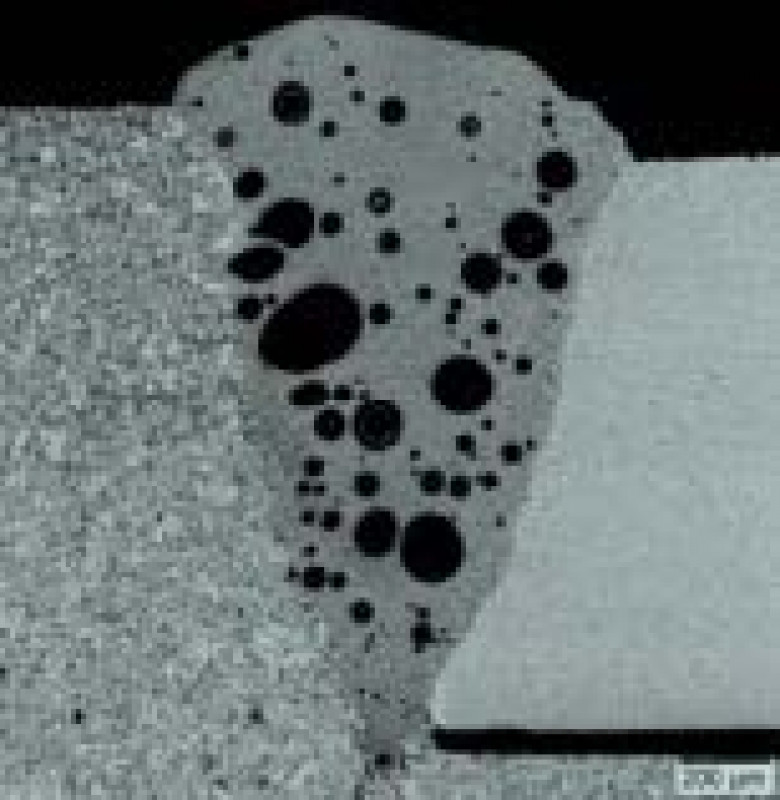
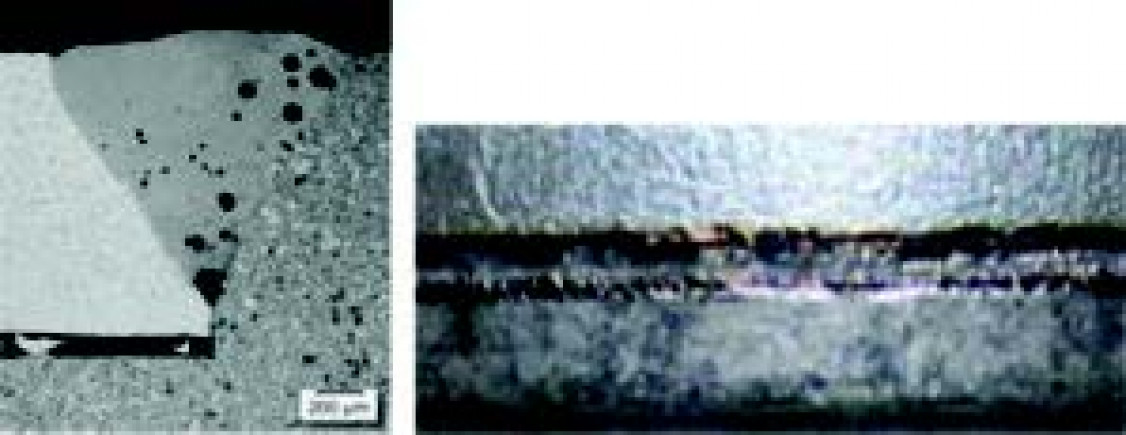
Mit der präsentierten LBW-Technologie steht ein leistungsfähiges Schweißverfahren für Al-Druckgussbauteile zur Erzeugung druckdichter Schweißverbindungen zur Verfügung. Der erarbeitete Ansatz ermöglicht über eine gezielte Schmelzbadführung die Beeinflussung der Schmelzbadströmung und führt somit zu einer weitgehenden Eliminierung von Poren im Schweißgut. Damit steht erstmals ein industrietaugliches Fügeverfahren zum Laserstrahlschweißen von Leichtmetalldruckgusslegierungen in der Großserie zur Verfügung, wie eine erste Serienapplikation bei einem Automobilzulieferer zeigt. Der Schweißprozess ist sehr effizient und stabil, wodurch kurze Taktzeiten möglich werden. Weiterhin gestatten der lokal begrenzte Energieeintrag und die geringe Laserleistung die Darstellung verzugsarmer 3-D-Bauteile.
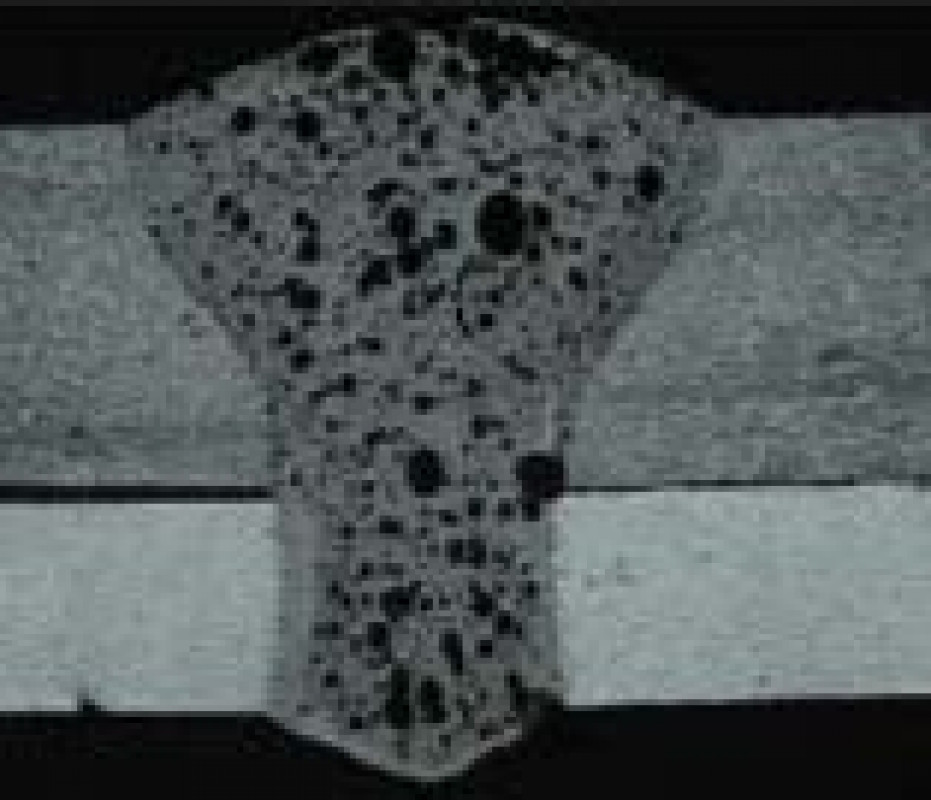
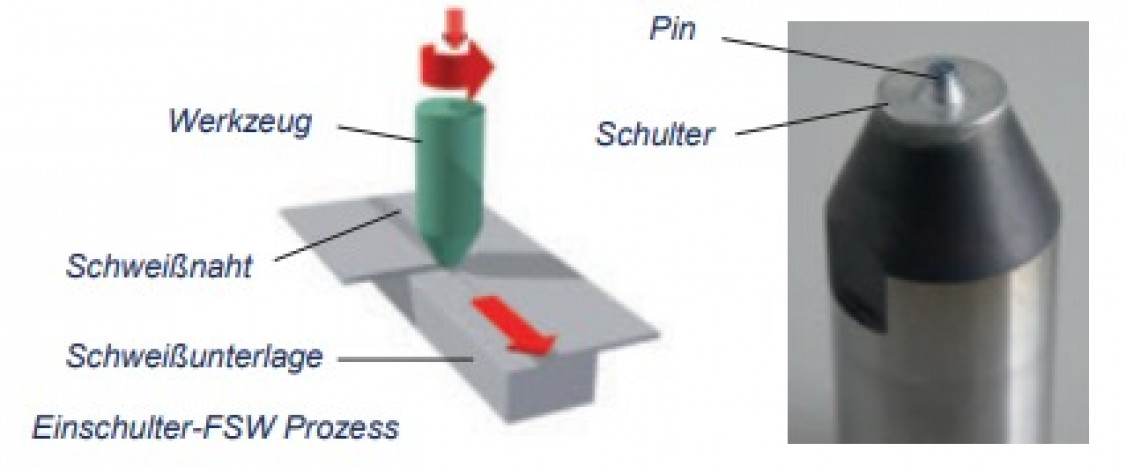
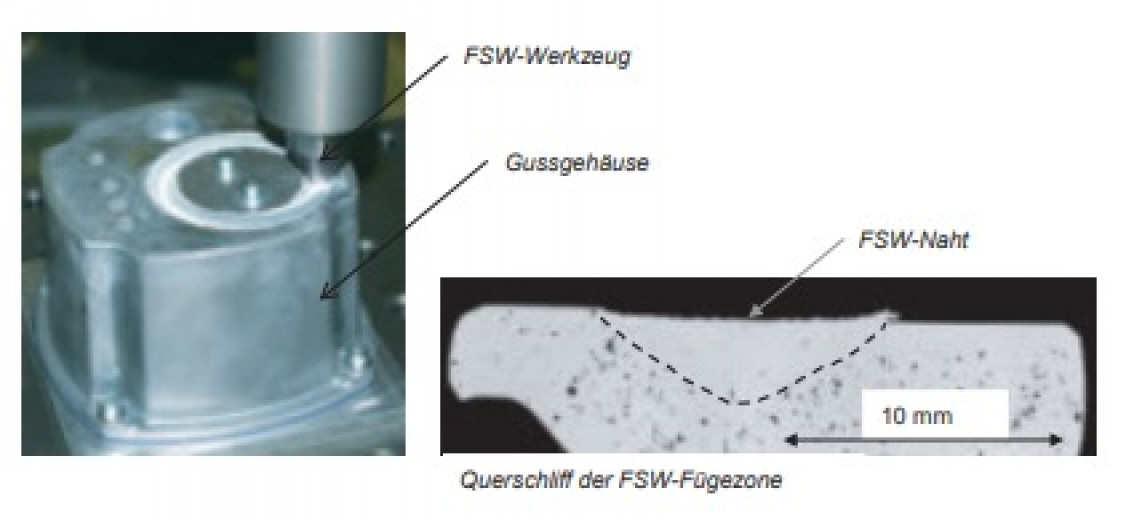
Das FSW-Verfahren ermöglicht das gas- und druckdichte Verschweißen von Aluminiumdruckgussbauteilen. Der große Vorteil dieses Verfahrens liegt darin, dass es sich zum Verschweißen jeglicher Aluminiumlegierung eignet und trotz des hohen Porenanteils in Aluminiumdruckgussbauteilen eine porenarme Schweißnaht erzeugt werden kann. Anhand einer Beispielanwendung konnte die Druck- und Mediendichtheit solcher Verbindungen nachgewiesen und so die Leistungsfähigkeit einer FSW-Naht in Aluminiumdruckguss gezeigt werden. Die für das Verfahren eingesetzte Anlagentechnik, der parallelkinematische Pentapod-PG-2000, ist industriell etabliert und sowohl für 2-D als auch 3-D-Anwendungen geeignet.
Literatur
[1] Gref, W.: „Laserstrahlschweißen von Aluminiumwerkstoffen mit der Fokusmatrixtechnik“, Diss. 2005, IFSW Stuffgart, Herbert Utz Verlag, München.
[2] Seefeld, T., Gumenyuk, A.: „Prozessverständnis beim Strahlschweißen von Aluminium“, DVS-Bericht, Band 266, (2010), S. 45–51.
[3] Nörneberg, K., Runge, J.: Wasserstoffporosität beim Schmelzschweißen von Aluminiumwerkstoffen (Teil 2); Aluminium 68, Jahrgang 1992.5.
[4] Jüttner, S.: „Untersuchungen zum Schutzgasschweißen von Magnesiumlegierungen für Konstruktionsbauteile im Automobilbau“, Diss. 1999 Tu-Braunschweig, Shaker Verlag Aachen 2000.
[5] Klassen, M., Skupin, B., Sepold, G.: „Process instabilities by laser beam welding of aluminium alloys generated by laser modulations“, proceedings of the 13th Int. Congress on Laser and Optics in Manufacturing, Laser 97, SPIE Vol. 3097, S. 137-146.
[6] Sheikhi, S., dos Santos, J. F.: “Rührreibschweißen von Aluminium Druckguss, Geesthachter Schweißtage ’06, Festphasenfügeverfahren, pp. 13-22.
[7] Chen, Y., C., Komazaki, T., Kim, Y. G., Tsumura, T., Nakata, K.: Friction Stir Lap Joining of AC4C Cast Alumi-num Alloy and Zinc-coated Steel, Materials Science Forum, Vols. 580-582, pp. 371-374.
Autor
Dr.-Ing. Dirk Dittrich
Gruppenleiter Laserstrahlschweißen / Geschäftsfeld Fügen
Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS
www.iws.fraunhofer.de
Den kompletten Artikel finden Sie in der GIESSEREI-Ausgabe 03/2019.