Planung und Umsetzung des Umstiegs
Das Engineering-Team
„Wie muss unsere Schmelzanlage dimensioniert sein?“ „Wie kann ich die Produktivität erhöhen?“ „Welche Erweiterungen rechnen sich im ROI am schnellsten?“ – Fragen, die sich Gießerei-Betreiber bei der Umstellung vom Kupolofen auf den Induktionsofen stellen. Und es sind wichtige Fragen, da sie nicht selten hohe Investitionen bedeuten oder zu einer Erhöhung des Ertrags führen können. Um eine Schmelzanlage perfekt konzipieren, dimensionieren und planen zu können, hat ABP den Meltshop Designer entwickelt. Damit wird ermittelt, welche Lösung die Beste ist, wenn es um den Materialfluss in der Gießerei geht. ABP-Experten können in enger Abstimmung mit den prozessbeteiligten Mitarbeitern des Kunden Simulationen für verschiedene Gießerei-Situationen entwickeln, beim Ofenaufbau Alternativen darstellen und von den Pfannen bis zum Befüllen der Formanlage verschiedene Konfigurationen einbeziehen.
Das metallurgische Team
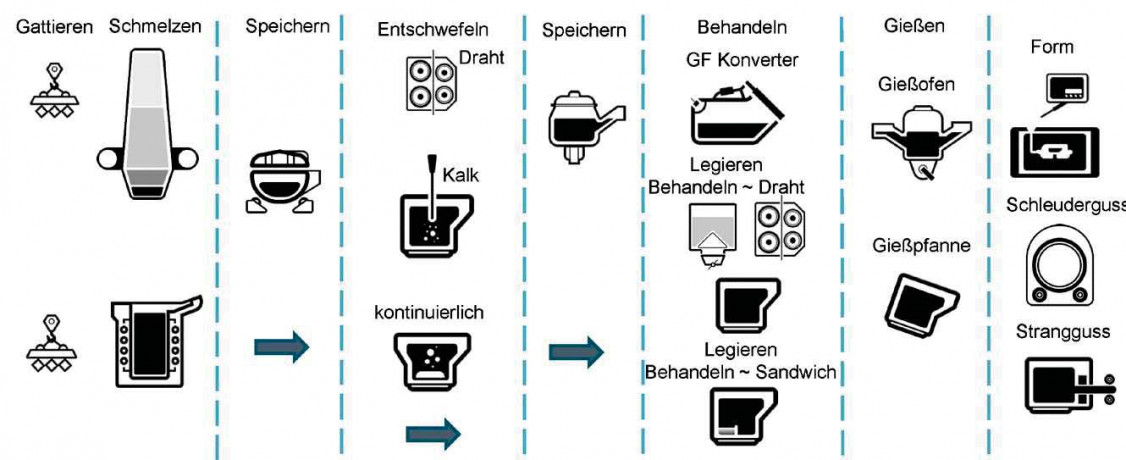
Das metallurgische Team muss sowohl über Fachkenntnisse in der Gusseisenherstellung mit dem Induktionsofen verfügen als auch Fähigkeiten in Bezug auf die Erzeugung des gewünschten Keimzustandes besitzen. Im Gegensatz zum Kupolofen wird dieser im Induktionsofen größtenteils synthetisch erzeugt. Das metallurgische Team erstellt einen digitalen Zwilling der kompletten metallurgischen Prozesskette um alle Prozessschritte im Vorfeld der Umstellung vom Kupolofen zum Induktionsschmelzbetrieb bewerten und optimieren zu können.
Die Energieeffizienz beim induktiven Schmelzen hängt entscheidend von der Abfolge der zu chargierenden Materialien sowie dem Zeitpunkt des Nachchargierens ab. Diese Faktoren fließen in die Wissensgrundlage des Digitalen Zwillings ein, sodass die Zorc Genesis-KI aufgrund dieses Fachwissens die Chargenzusammenstellung und Schmelzreihenfolge berechnet. Zur Bestimmung des optimalen Zeitpunkts für die Zugabe, der sich aus der aktuellen Ankopplung und der Curie-Temperatur ergibt, hat ABP das bereits erwähnte, patentierte Tool Opticharge entwickelt.
Der synthetische Keimzustand wird in mehreren Stufen erzeugt. Dies beginnt im Ofen über die Zugabe von Siliziumcarbid (SiC), dessen besondere Physik beim Lösungsvorgang die Grundlage für den Keimzustand bildet [5]. Der nächste Schritt zur Erzielung des angestrebten Keimzustands bei GJS- und GJV-Legierungen beinhaltet die Zugabe von Cer-Mischmetall (CerMM) sowie die Kohlenstoffzugabe vor der Behandlung. Cer-Verbindungen weisen eine hohe Dichte auf und gehen auch während des Behandlungsprozesses nicht verloren. Bei der Herstellung von dickwandigem Gusseisen muss natürlich berücksichtigt werden, dass Cer-Verbindungen zu unerwünschten Grafitformen führen können, bis hin zu Chunky Grafit. Hierbei ist ein metallurgischer Balanceakt erforderlich, bei dem durch die Zugabe von Elementen wie Antimon oder Bismut ein Gleichgewicht erzeugt wird, dass sich positiv auf die Grafitausscheidung auswirkt.
Ein Kernaspekt des metallurgischen Teams ist die Verzahnung von Beratungsservice und Produktionsbetrieb. Das Serviceteam hat durch seine breite Erfahrungsbasis die Möglichkeit das Produktionsteam umfassend zu schulen. Das Produktionsteam wiederum besitzt genaue Kenntnisse der Gießereiabläufe und bringt einen bedeutsamen Erfahrungsschatz mit, der in die Ablaufplanung einfließen muss.
Die konkrete Umsetzung
Zeitplanung
Die Zeitschiene bei der Umstellung von einem Kupolofen zu einem induktiven Schmelzaggregat ist dabei die größte Herausforderung und erfordert eine strategische Herangehensweise. Sie stellt Anforderungen an das Planungsteam, das ausführende Engineering-Team für die Umsetzung und die Produktion zur Nutzung der neu aufgebauten Prozesskette. Dabei muss der Zustand der bestehenden Produktionsumgebung einschließlich aller eingebundener Aggregate unter Berücksichtigung aller Parameter und Einflussgrößen auf die neu gestaltete Prozess- und Anlagentechnik umgesetzt werden.
Engineering-Phase
In der Engineering Phase kommt der Meltshop-Designer zum Einsatz, den seine Variabilität so wertvoll macht. ABP-Experten können sämtliche Werkstoffe simulieren, indem sie auf eine große Datenbank zugreifen oder neue Werkstoffe in diese einarbeiten. Auch verschiedene einmalige oder periodische Ereignisse lassen sich simulieren, zum Beispiel die Limitierung der Stromzufuhr, ein nicht gerade seltenes Problem, bei dem Energieanbieter zu bestimmten Zeiten die Stromzufuhr reduzieren, wenn an anderen Stellen im Stromnetz gerade mehr Energie abgerufen wird. Grundlage für die Simulation sind Daten: Der Mehrwert entsteht aus der Analyse durch die ABP-Experten basierend auf der Verknüpfung der Informationen. Aus der Simulation ergeben sich die Handlungsempfehlungen für den Umstieg vom Kupolofen auf den Induktionsofen.
Auch die Genesis-KI von Zorc arbeitet mit Daten und nutzt den Digitalen Zwilling als Grundlage, um die Prozessabläufe zu steuern. In der Planungsphase wird sie dazu eingesetzt, die Abläufe im neu gestalteten Schmelzbetrieb zu simulieren und zu optimieren. Dies hilft, Engpässe frühzeitig im Planungsprozess zu erkennen und zu vermeiden.
Übergang der Metallurgie vom Kupolofenprozess zum induktiven Schmelzen
Während der Kupolofen noch aktiv ist, werden Messungen des metallurgischen Zustands mithilfe von thermischer Analyse, Spektrometrie und Verbrennungsanalyse durchgeführt. Hierbei ist die genaue Zuordnung der Daten wichtig, um eine Verbindung zu den erzielten Gefüge- und mechanischen Kennwerten herzustellen. Dies leistet die von Zorc entwickelte serviceorientierte Software Foundry-Cloud. Die moderne thermische Analyse verwendet Doppelkammertiegel, um die finale Gießstrahlimpfung oder Gießsteinimpfung zu simulieren.
Die während dieser Phase gewonnenen Daten dienen einerseits dazu, die Zielparameter für den neuen Schmelzprozess so festzulegen, dass die Kernparameter der Schmelze bei der Umstellung stabil bleiben oder sich verbessern, um einen möglichst reibungslosen Übergang bei der Weiterverarbeitung der Bauteile zu gewährleisten. Diese Phase sollte sich über etwa vier Wochen erstrecken, um sämtliche metallurgischen Zustände zu erfassen. Beim Hochfahren des induktiven Schmelzprozesses dauert es in der Regel weitere vier Wochen bis alle Aspekte des neuen Verfahrens im Digitalen Zwilling korrekt abgebildet werden.
Werkzeuge zur optimalen Planung und Steuerung eines modernen Produktionsprozesses
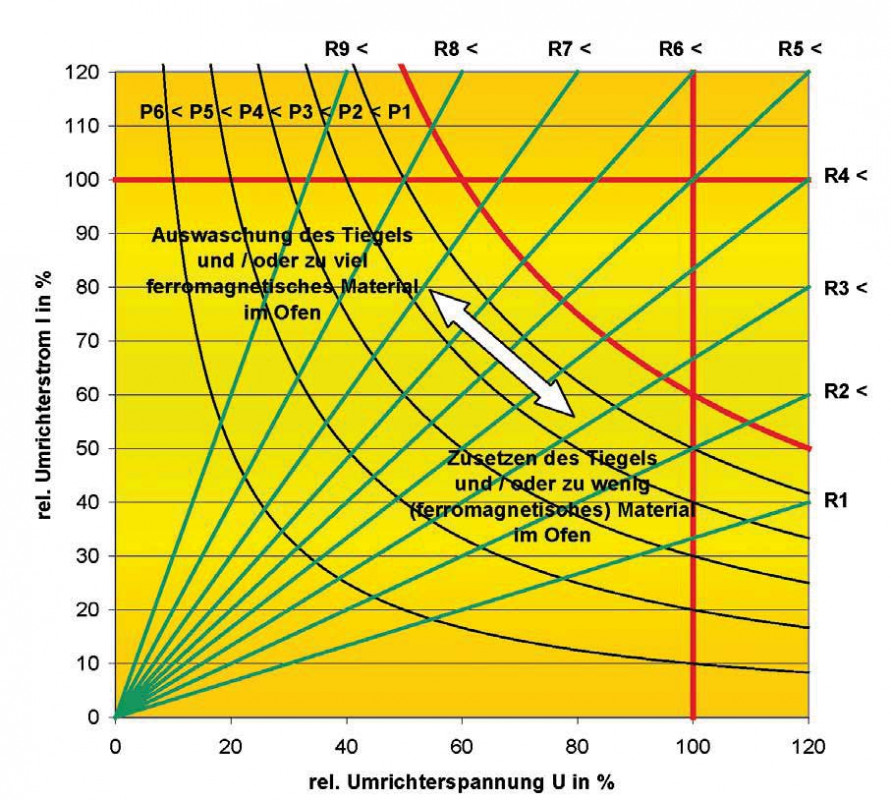
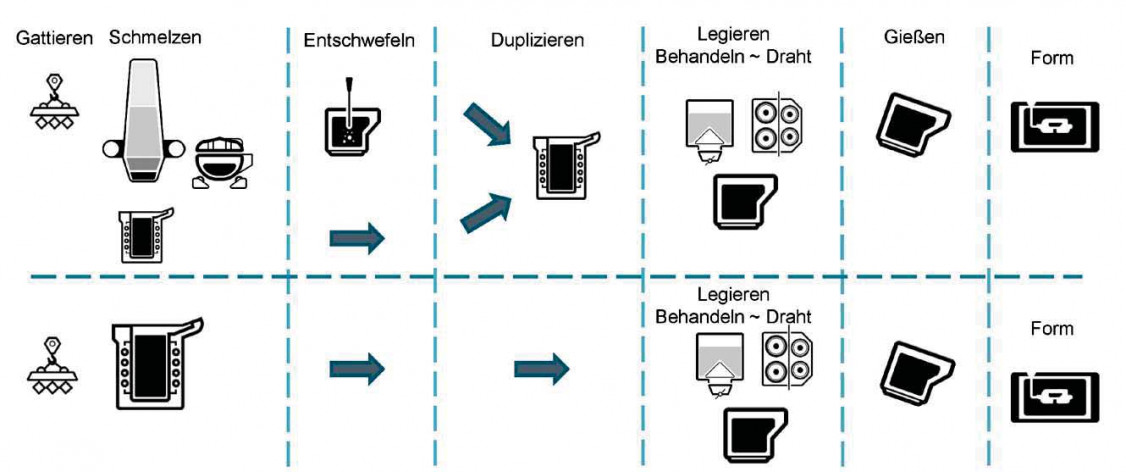
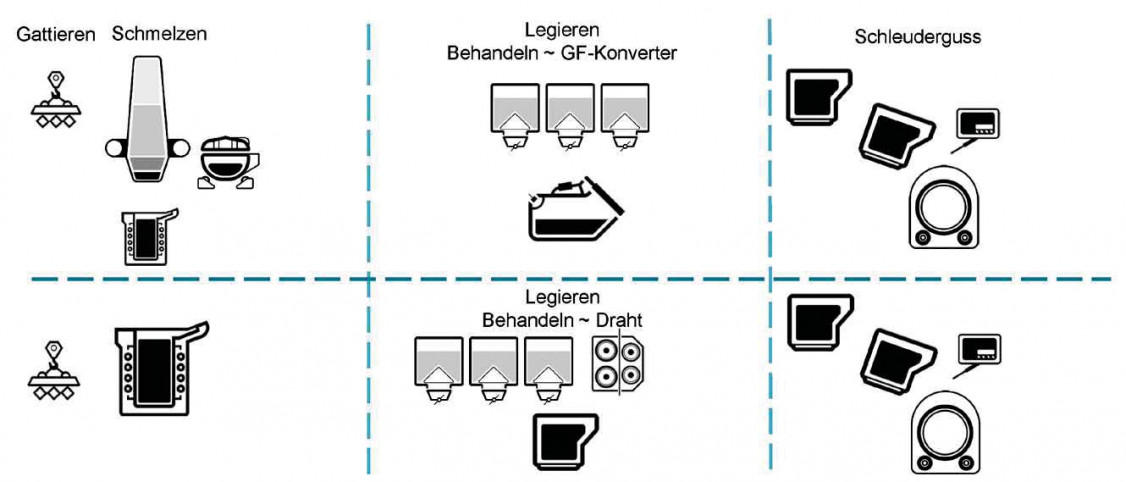
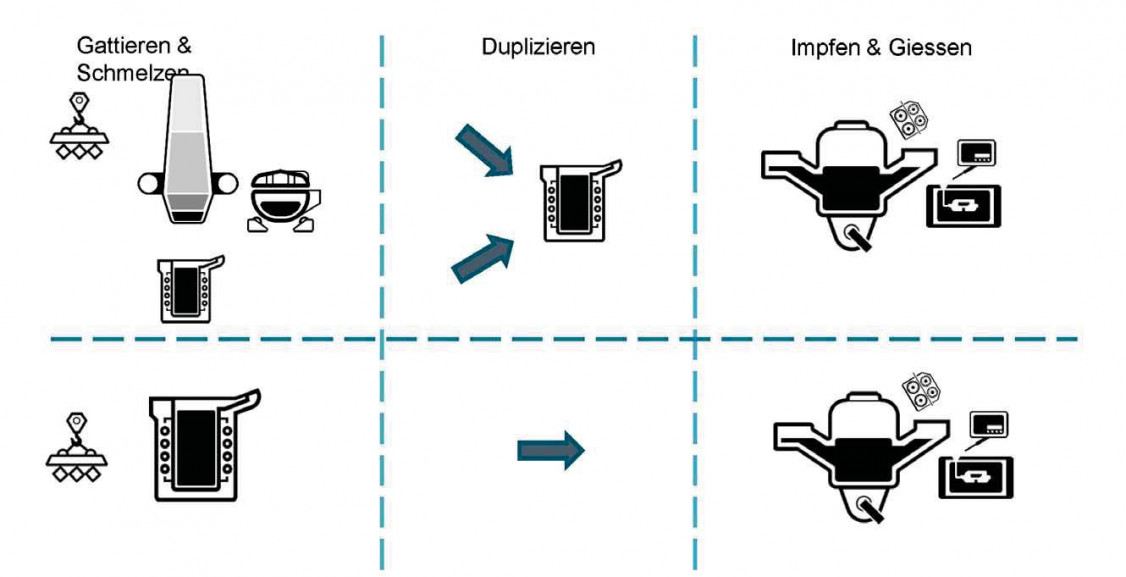
Wie erfolgt die Steuerung der Metallurgie und wie erfolgt die Steuerung der Transportlogistik und der Schmelze-Behandlungs- und Gießaggregate? Beides lässt sich mit einem Satz beantworten: Mit der Zorc Genesis-KI, deren Wissen in einen Digitalen Zwilling integriert ist. Der Digitale Zwilling spiegelt den Chargier- und Schmelzprozess wider, indem er die physikalischen Vorgänge im Ofen virtuell nachbildet. Dabei berücksichtigt er die Schüttung sowohl in den Chargierrinnen als auch im Ofen selbst. Er simuliert den Sauerstoffhaushalt und die Dynamik der keimwirksamen Elemente. Des Weiteren beschreibt er den Energiefluss im Induktionsschmelzofen einschließlich der Kühlleistung.
Während des Umschütt- und Transportprozesses verfolgt er die Wechselwirkungen mit der Umgebung (Luftsauerstoff) und berechnet den Wärmeabfluss durch Konvektion und Strahlungswärme. Der Digitale Zwilling besitzt eine umfassende Kenntnis über die Physik und Chemie der Drahteinspulververfahren sowie der Überschüttverfahren und simuliert die damit einhergehenden keimwirksamen Prozesse. Im Gieß- und Erstarrungsprozess führt der Zwilling eine simulationsbasierte Analyse durch, um die Auswirkungen der Schmelzzusammensetzung und des Keimzustands auf die Eigenschaften der Werkstücke zu ermitteln. Darüber hinaus behält der Digitale Zwilling auch scheinbar alltägliche Abläufe im Blick: Er kalkuliert die Dauer einer Staplerfahrt, erkennt Engpässe beim Zapfen des Eisens und berücksichtigt die Pausenzeiten der Staplerfahrer.
Datenquellen des Digitalen Zwillings
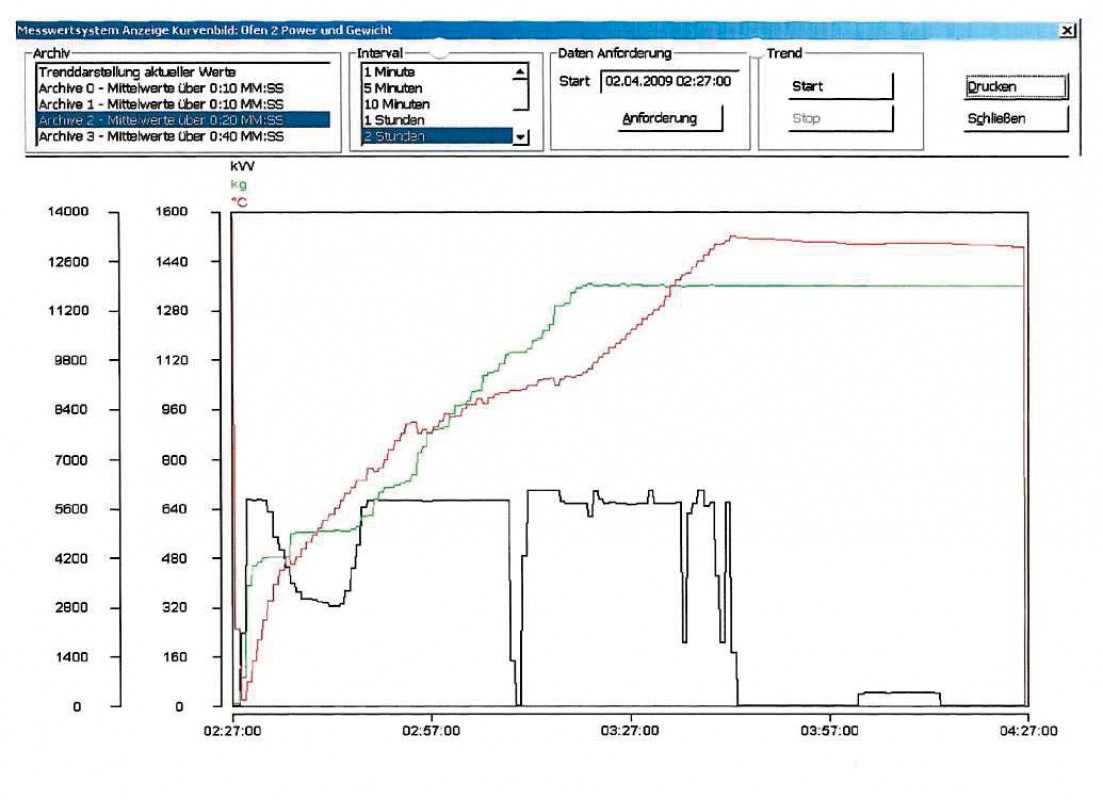
Um seine Vorhersagen mit der aktuellen Ist-Situation abzugleichen, benötigt der Digitale Zwilling Informationen über den aktuellen Produktionsstatus. Die „Sinne“ des Digitalen Zwillings sind die in der Produktionsumgebung vorhandenen Messgeräte. Traditionelle Messinstrumente wie Spektrometer ermitteln die Schmelzzusammensetzung, während Temperaturmesslanzen und Pyrometer die Badtemperatur messen. Verfahren wie die thermische Analyse erfassen die Dynamik des Erstarrungsprozesses und ermöglichen Schlussfolgerungen über den Keimzustand und die Grafitmorphologie.
Systeme wie das Zorc Track & Trace dienen der Positionsbestimmung von Staplern, sogar in Hallen mittels „Indoor GPS“, sowie der Verfolgung der Pfannenposition im Prozessablauf. Eine serviceorientierte Software wie die Foundry-Cloud stellt sämtliche erforderlichen Dienste zur Verfügung, um Datenquellen wie Messgeräte, SPS-Systeme oder IoT-Geräte auszulesen und in eine strukturierte Datenbasis zu überführen.
Und was macht die KI? Produktionsplanung und Prozesssteuerung
Die KI hat die Aufgabe, die nächsten Schritte kurz-, mittel- und langfristig zu planen, um die gestellten Aufgaben im Produktionsprozess effektiv zu lösen. Ähnlich einem Schachcomputer sucht sie nach der optimalen Strategie. Die Art und Weise, wie die Aufgabenstellung formuliert wird, kann den Charakter der Produktion beeinflussen. Es stellt sich die Frage, ob die Kostenpriorität höher ist als die Einhaltung von Terminen oder umgekehrt. All diese Faktoren können mithilfe von Parametern eingestellt werden. Die KI errechnet optimale zukünftige Trajektorien und entwickelt gleichzeitig einen Plan, der Ressourcen wie Arbeitskräfte, Energieverbrauch, Stromkosten usw. in Betracht zieht.
Interaktion mit Prozessverantwortlichen und Mitarbeitern
Die Zorc Genesis-KI erstellt einen Arbeitsablaufplan auf ähnliche Weise wie ein Navigationssystem eine Route vorschlägt. Analog zu einem Navigationssystem ist der menschliche Planer nicht verpflichtet, sich strikt an diesen Plan zu halten. Stattdessen kann er davon abweichen. Die Genesis-KI berechnet dann, basierend auf der neuen Situation, einen angepassten Arbeitsablauf.
Die Aufgaben innerhalb der Arbeitsabläufe werden über die Foundry-Cloud an die Mitarbeiter mittels mobiler oder stationärer Endgeräte verteilt. Die Rückmeldungen dienen der Genesis-KI dazu den aktuellen Status der Produktion zu erfassen und die Arbeitsabläufe dynamisch an abweichende Situationen anzupassen. Ein sich selbst optimierender Prozess: Durch die beschriebene Vorgehensweise generiert die Produktion innerhalb der FoundryCloud Daten, die dazu dienen, sämtliche Aspekte des Digitalen Zwillings zu verfeinern. Dieser wiederum befähigt die Genesis-KI dazu, sämtliche Produktionsaspekte weiter zu optimieren und gleichzeitig aus den Erfahrungen der Mitarbeiter zu lernen.
Fazit
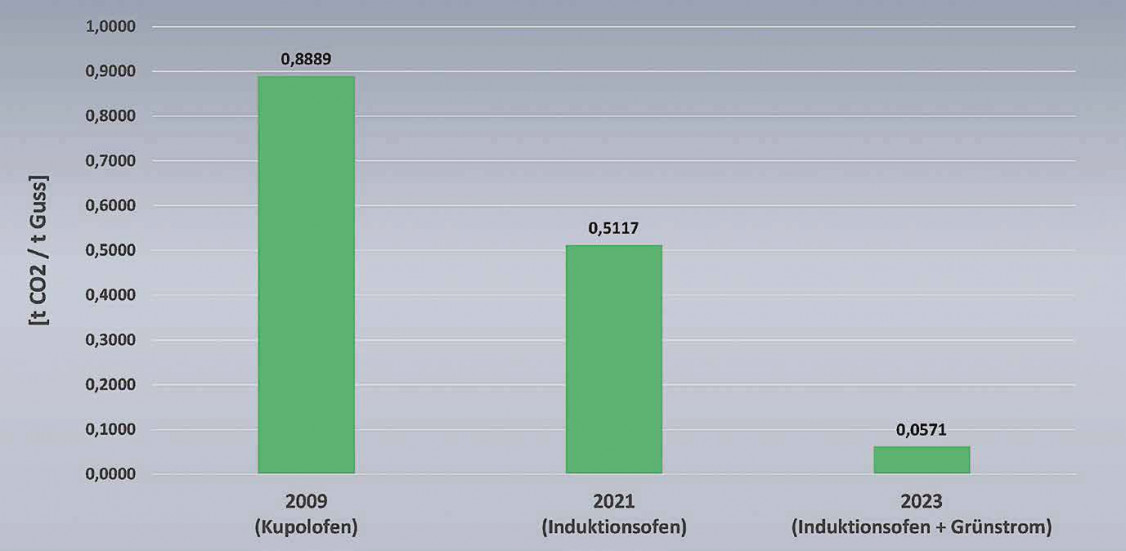
Um die Ziele der Dekarbonisierung zu erreichen, ist der Umstieg des Betriebs von fossilen Brennstoffen hin zu einer praktisch klimaneutralen Produktion von großer Bedeutung. Wie können sich Gießereien mit Kupolofen-Betrieb der Notwendigkeit der Dekarbonisierung stellen? Für die Experten von ABP Induction und Zorc Technology liegt die Lösung im Umstieg vom Kupolofen- zum Induktionsofen- Betrieb und in der Steuerung der Prozesse durch digitale Tools inklusive KI. Der Induktionsofen weist eindeutige Vorteile beim Betrieb mit hochwertigen Schrotten auf und durch zusätzliche Tools wie ABP OptiCharge und den ABP Meltshop-Designer lassen sich Produktionskapazität und -rate erhöhen und die Energieeffizienz verbessern. Die Flexibilität der Produktion bei hohen Qualitätsanforderungen ist durch eine dynamische Produktionsplanung und -steuerung unter Einsatz der Digitalisierung erzielbar. Der Einsatz der Zorc Genesis-KI stellt die nächste Evolutionsstufe dieser Systeme dar und wird zu einer Effizienzsteigerung auch in komplexen Produktionssituationen führen.
https://abpinduction.com
www.zorc-technology.com